产品知识cpzs
G-618H模具钢
G-618H用于镜面抛光度要求的塑胶模具,普通的塑料注塑模具。
基本信息
型号:G-618H
产地:瑞典
品牌:ASSAB
出厂硬度:HB280-310
产品特点:为真空除气制炼之合金钢,纯净度高,经超声波检验,硬度及金相结构均匀,抛光容易。
用途:用于镜面抛光度要求的塑胶模具,普通的塑料注塑模具。
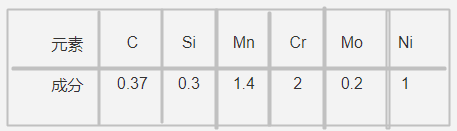
化学成分
优点
无淬裂和热处理变形的风险
无需热处理费用
缩短模具制作周期
降低模具所需成本(例:无需矫正变形)
模具易于修正
可施以氮化及火焰硬化处理,以增进模具的边面硬度及耐磨性
G-618H模具钢材自生产以来均保持高品质、低硫量的水平,其出厂时已热处理预硬化至36-40HRC因此钢材能拥有以下特性:
良好的抛光性几光蚀刻花性能
加工性能良好
高纯净几优良的均一性
耐磨性更好,模具寿命更长
备注:G-618H已经抄超声波探伤检验
大型尺寸如厚度超过100毫米已预加工,钢材表面经粗铣。为拥护提供以下便利:
节省重量
已除去刚才表面的脱碳层(黑皮)
标准尺寸(正公差)
减少机械加工量
无氧化层以降低机加工量及刀具磨损
G-618H模具钢用途
1、用于镜面抛光度要求的塑胶模具,普通的塑料注塑模具。热塑性塑胶的注塑模
2、由于硬度高,可用于塑胶模具中制作滑块
3、制造成型工具
氮化处理
氮化可增加模具表面硬度以加强耐磨损及抗腐蚀性能。经525℃的氨气氮化后,模具的表面硬度约650HV,氮化的表面能增加抗腐蚀性能。
碳氮共渗
(液体软氮化)
经570-℃两小时的碳氮共渗处理,模具表面的硬度约为700HV,氮化层厚度约为0.01毫米。
硬铬涂层
模具经硬铬涂层后,应在180℃回火约4小时以避免氢脆作用。
研磨
正确的研磨技巧除了能避免研磨裂纹,更能提高模具的寿命。由于低温回火的模具对研磨特别敏感,所以研磨砂轮必须适当的修整削锐,并尽可能选择较软,结和度低,开放式晶粒的砂轮,并限制砂轮很高圆周速度,使用大量的冷却液。有关基本的砂轮选择建议,请咨询砂轮制造商。
抛光
ASSAB G-618H已硬化及回火的钢材,具备良好的抛光性能。采用氧化铝或钻石膏,常用的步骤:
研磨后预留0.05毫米的抛光余量?45号钻石膏抛光,达均匀的雾面?15号钻石膏抛光?3号钻石膏抛光,或表面光洁度要求高的模具须采用1号钻石膏。
注:每种钢材的级别皆有很适当的抛光时间;抛光时间的控制视钢材的硬度及抛光技巧确定。过长的抛光会影响模具表面的光洁度(例,橙皮纹(桔皮)的产生等)。
光蚀刻花
ASSAB G-618H特别适合光蚀刻花。因钢材的含硫量很低,模具表面可确保均匀及精确的花纹。
采用ASSAB G-618H制成的模具生产的小型制品,生产效率高,成本低;简单产品的模具采用ASSAB G-618H制造,即经济又缩短模具制造周期。
更多产品详情 咨询盈钢金属客服人员